Metalworking Lathe Overview
Turning machines, typically referred to as lathes, can be found in a
variety of sizes and designs. While most lathes are horizontal turning machines, vertical machines are sometimes used, typically for large diameter workpieces. Turning machines can also be classified by the type of control that is offered. A
manual lathe requires the operator to control the motion of the cutting tool during the turning operation. Turning machines are also able to be computer controlled, in which case they are referred
to as a computer numerical control (CNC) lathe. CNC lathes rotate the workpiece and move the cutting tool based on commands that are preprogrammed and offer very high precision. In this variety of
turning machines, the main components that enable the workpiece to be rotated and the cutting tool to be fed into the workpiece remain the same. These components include the following:
-
Bed
- The "bed" of the turning machine is simply a large base that sits on the ground or a table and supports the other components of the machine.
-
Headstock assembly
- The "headstock assembly" is the front section of the machine that is attached to the bed. This assembly contains the motor and drive system which powers the spindle. The spindle
supports and rotates the workpiece, which is secured in a workpiece holder or fixture, such as a chuck or collet.
-
Tailstock assembly
- The "tailstock assembly" is the rear section of the machine that is attached to the bed. The purpose of this assembly is to support the other end of the workpiece and allow it to
rotate, as it's driven by the spindle. For some turning operations, the workpiece is not supported by the tailstock so that material can be removed from the end.
-
Carriage
- The "carriage" is a platform that slides alongside the workpiece, allowing the cutting tool to cut away material as it moves. The carriage rests on tracks that lay on the bed, called
"ways", and is advanced by a lead screw powered by a motor or hand wheel.
-
Cross slide
- The "cross slide" is attached to the top of the carriage and allows the tool to move towards or away from the workpiece, changing the depth of cut. As with the carriage, the cross slide
is powered by a motor or hand wheel.
-
Compound
- The "compound" is attached on top of the cross slide and supports the cutting tool. The cutting tool is secured in a tool post which is fixed to the compound. The compound can rotate to
alter the angle of the cutting tool relative to the workpiece.
-
Turret
- Some machines include a "turret", which can hold multiple cutting tools and rotates the required tool into position to cut the workpiece. The turret also moves along the workpiece,
feeding the cutting tool into the material. While most cutting tools are stationary in the turret, live tooling can also be used. Live tooling refers to powered tools, such as mills, drills,
reamers, and taps, which rotate and cut the workpiece.
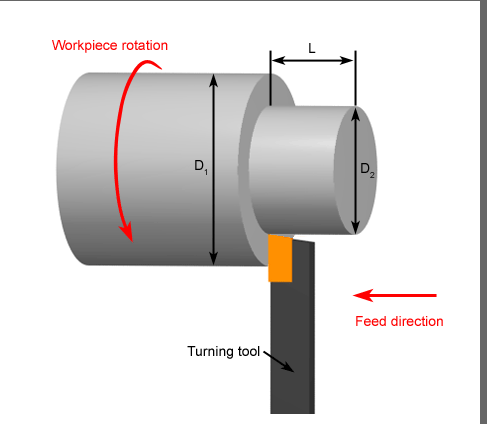
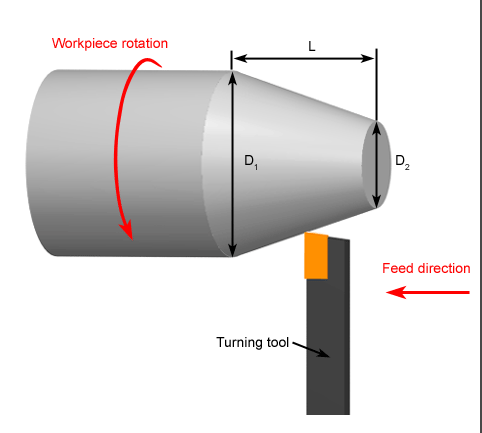
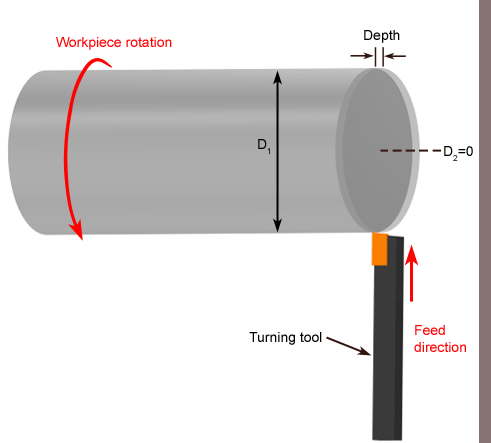
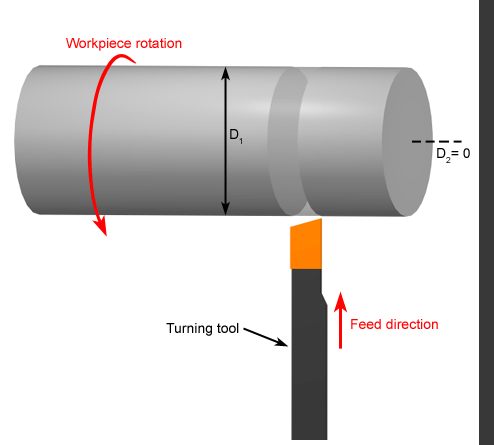
Turning
The operation in which a single-point tool moves axially, along the side of the workpiece, removing material to form different features, including steps, tapers, chamfers, and contours. These features are typically machined at
a small radial depth of cut and multiple passes are made until the end diameter is reached. For a finish
operation, the cutting feed is calculated based on the desired surface roughness and the tool nose radius.
Facing
The operation in which a single-point tool moves radially, along the end of the workpiece, removing a thin layer of material to provide a smooth flat surface. The cutting tool moves from the outer diameter to the center or
inner diameter of the workpiece or can move in the opposite direction. The depth of the face, typically very small, may be machined in a single pass or may be reached by machining at a smaller
axial depth of cut and making multiple passes. For a finish operation, the cutting feed is calculated based on the desired surface roughness and the mtool nose radius.
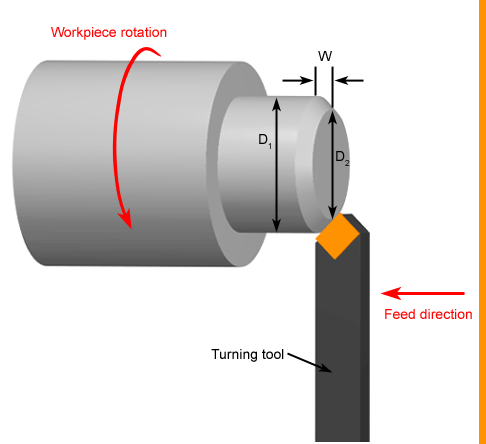
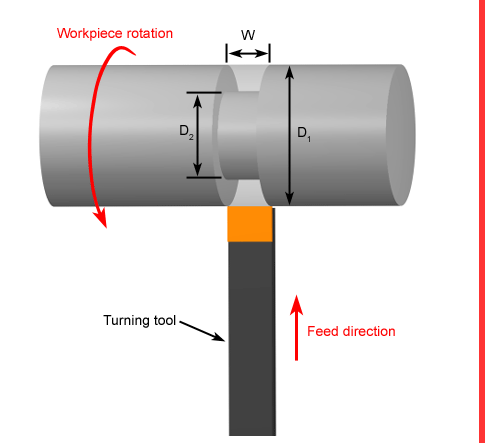
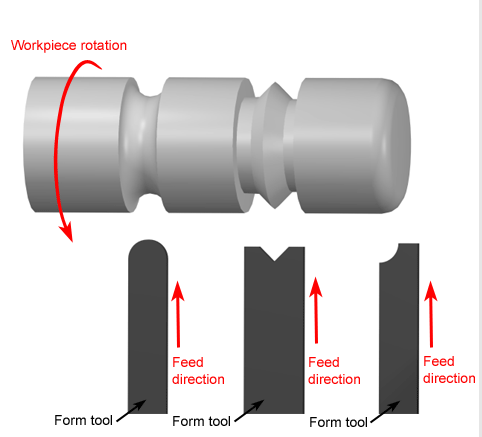
Grooving
The operation in which a single-point tool moves radially, into the side of the workpiece, cutting a groove equal in width to the cutting tool. If the desired groove width is larger than the tool width, multiple adjacent
grooves will be cut. A profiling cut can be performed to smooth the surface of multiple grooves. Special form tools can also be used to create grooves of varying geometries.
Cut-Off
The operation, also known as parting, in which a single-point cut-off tool moves radially, into the side of the
workpiece, and continues until the center or inner diameter of the workpiece is reached, thus parting or cutting off a
section of the workpiece. A part catcher is often used to catch the removed part.
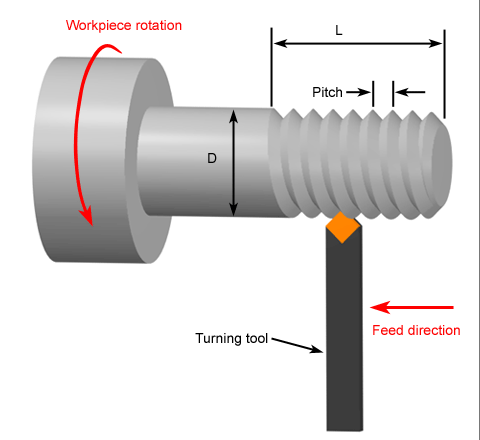
Thread Cutting
The operation in which a single-point tool, typically with a 60 degree pointed nose, moves axially, along the side of the
workpiece, cutting threads into the outer surface. The threads can be cut to a specified length and
pitch and may require multiple passes to be formed.
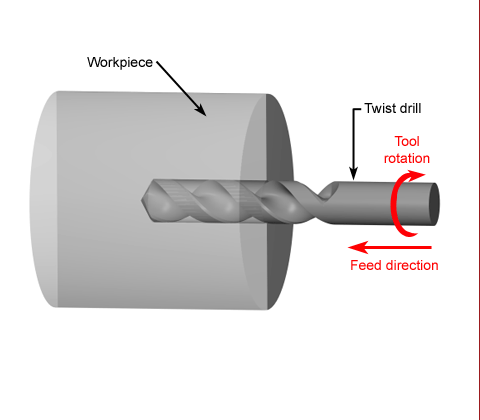
Drilling
The operation in which a drill enters the workpiece axially and cuts a hole with a diameter equal to that of the tool. On a
milling machine, an end milling operation is required to produce a hole with a tool smaller than the hole
diameter. A drilling operation typically produces a blind hole, which extends to some depth inside the workpiece, measured to the point made by the tool or to the end of the full diameter portion.
On a milling machine, a hole that extends completely through the workpiece (through hole) can also be drilled.
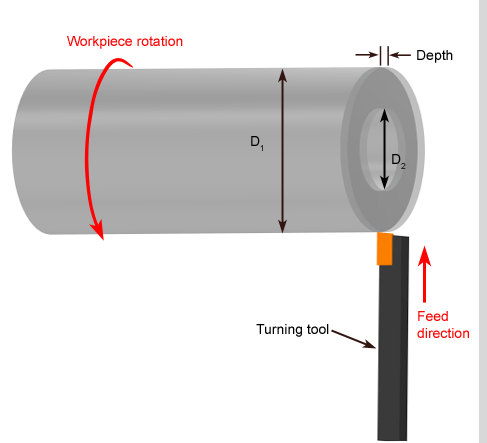
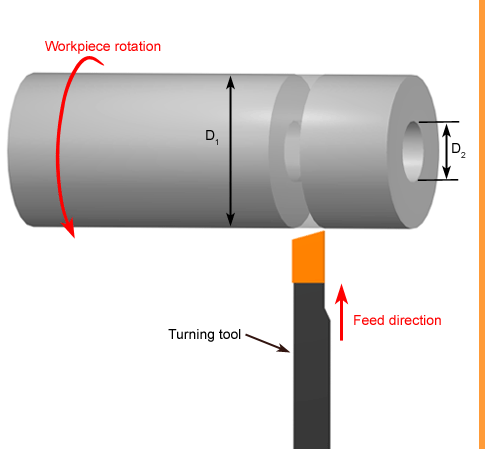
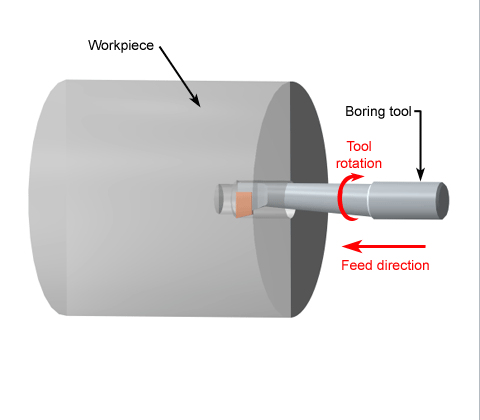
Boring
The operation in which a boring tool enters the workpiece axially and cuts along an internal surface to form different features. The boring tool is a single-point cutting tool, which can be
set to cut the desired diameter by using an adjustable boring head. Boring is commonly performed after drilling a
hole in order to enlarge the diameter or obtain more precise dimensions. On a turning machine, a variety of features can be formed, including steps, tapers, chamfers, and contours. These features
are typically machined at a small radial depth of cut and multiple passes are made until the end diameter is
reached. For a finish turning operation, the cutting feed is calculated based on the desired surface
roughness and the tool nose radius.
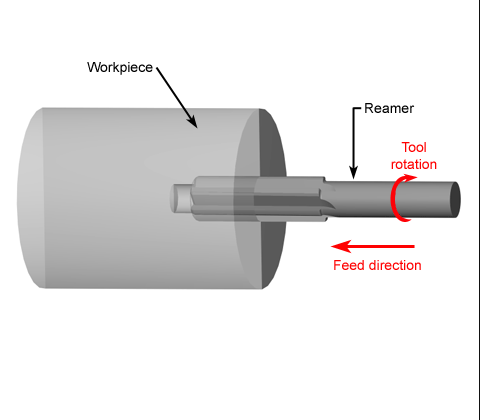
Reaming
The operation in which a reamer enters the workpiece axially and enlarges an existing hole to the diameter of the tool. Reaming removes a minimal amount of material and is often
performed after drilling to obtain both a more accurate diameter and a smoother internal finish. A finish reaming
operation will use a slower cutting feed and cutting speed to provide an even better finish.
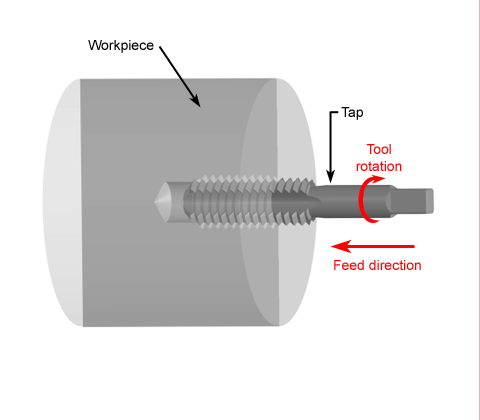
Tapping
The operation in which a tap enters the workpiece axially and cuts internal threads into an existing hole. The existing hole
is typically drilled by the required tap drill size that will accommodate the desired tap. On a milling machine,
the threads may be cut to a specified depth inside the hole (bottom tap) or the complete depth of a through hole (through tap).